Yarn Types, Faults And Remedies
The conversion of textile fibers into textiles requires the arrangement of certain types of fibers. Probably the most common method of converting fibers into yarn, which is then made into fabrics. Threads are required for woven, woven or knotted structures and for many braids.‘Yarn’ is defined by the American Society for Testing and Materials (ASTM) as a general term for a continuous strand of material suitable for making textile fiber, filament or knitting, weaving, textile fabric. The yarn is found in the following form.Yarn form:.Many fibers twisted together.
Several filaments are put together without twisting.
Many fibers are inserted with minimal twist.
Single mono filament. E.g. SilkTypes of yarn:Threads can be made from short staple length fibers or filament fibers.There are two types of yarn, namely spoon yarn and filamentous yarn.Types of threads:1. Spoon yarn
2. Filament yarnIf filaments are used to make threads, they can be multifilament or monofilament.Filamentous yarn
Monofilament
Multifilament -> Twisted, FlatMono filaments are filament yarns made of a single filament.
Multi filaments are made up of many filaments.Features of spun yarn and filament yarn SpinningThreads and fabrics made from short length fibers are similar to cotton and wool
The small fibers are twisted, protruding ends in a continuous strand
1. Dull, fuzzy look
2. Lint
3. Subject to pilling
4. Soil readily
5. Warm (not slippery)
6. Loft and bulk depend on size and twist.
7. Don’t snag readily
8. Stretch depends on the amount of twist. (Stretch depends on amount of twist)
Are absorbent Size is often expressed in yarn number Various amount of twist used Fig: Neps in yarnThin and thick places are produced due to drafting irregularities and neps are generated due to immature fibers in raw material.Fig: Slubs in yarnThese are the thick and thin places in yam which occur so rarely that spotting them would require testing at least 100,000 m of yarn. These faults may be classified further into the following types:
Fig: Neps in yarnThin and thick places are produced due to drafting irregularities and neps are generated due to immature fibers in raw material.Fig: Slubs in yarnThese are the thick and thin places in yam which occur so rarely that spotting them would require testing at least 100,000 m of yarn. These faults may be classified further into the following types: Fig: Spun in flyThese faults are also known as objectionable faults.Why These Yarn Faults to be Avoided?Fig: Bad piecing
Fig: Spun in flyThese faults are also known as objectionable faults.Why These Yarn Faults to be Avoided?Fig: Bad piecing
- Most complex manufacturing process
- Filament yarn
- Threads made from long filament fibers and fabrics are like silk.
- Long continuous, smooth, close
- Pack strand.
- Smooth, lustrous.
- Don’t lint
- Do not pill readily
- Shed soil
- Cool, slick
- Little loft or bulk
- Snagging depends on fabric construction
- Stretch depends on the amount of twist.
- Size in denier
- Usually very low or very high twist (usually very low or very high twist)
- Least manufacturing process
- A. Balanced threads:
TYPES OF YARNS (यार्नचे प्रकार):
1. TEXTURED YARNS (टेक्सचर्ड यार्न):
general term for any continuous filament yarn that is smooth Straight fibers packed close to them, some kind of crimp, curl, loop from the parallel position Or have been displaced by the introduction of coils. Textured threads are either filament fibers or staples cut from filaments Can be made from fibers that have been given some kind of texture configuration Is. Most textured yarns are made from filament fiber. Fiber by spinrate Texturizing occurs after the material is rotated. This should be done immediately after the fiber is formed And may be part of a continuous operation or some time after the filaments are made Can be done. There are 3 types of textured yarn1.Bulk textured yarn 2. Stretch Textured yarn 3. ‘Set-modified stretch textured yarn.2.NOVELTY YARNS (नवीनता यार्न ):
Novelty yarns are primarily made for their appearance. They are different from simple threads Are that their composition is indicated by irregularities. ASTM A Fancy Yarn A Yarn So defines which are deliberately created during its creation The irregularity is significantly different from the normal appearance of single or pleated yarns.Due to the inclusion of knots, loops, curls, slabs and the like in single yarn There may be irregularities. Irregularities in plaid yarn of one or more of its components This can be due to variable delivery or rotation of different single threads together. The words fancy, complex and novelty are considered synonymous. Mentioned in the explanation Most fancy yarns, as done, are either single or pleated. No new threads There can be endless variety. Normal novelty yarns have three basic parts: 1. Ground Or foundation or core. 2. Fancy or effect 3. Binder.FACTS ABOUT NOVELTY YARNS: FACTS ABOUT NOVELTY YARNS: Novelty yarns are usually ply yarns, but they add strength to the fabric Are not used. If the novelty yarn is used in only one direction, it is usually Are in the direction of filling. They are ‘forward’ and less subject to stress and for design purposes It’s easy to change. Newer yarns add interest at a lower cost to plain woven fabrics. Novelty yarn The effects are permanent. Loose and bulky innovative yarns give the fabric crease resistance But they make the fabric spongy and difficult to sew. The durability of novelty yarn fabrics depends on the size of the novelty effect, the novelty effect Depending on how well the yarn is kept and the firmness of the weave on the fabric Is. Generally speaking, the smaller the effect of innovation, the smaller the fabric More durable, because the yarn has less impact on abrasion and it is easier There is no tendency to catch and pull out.DIFFERENT TYPES OF NOVELTY YARNS( नॉव्हेल्टी यार्नचे विविध प्रकार):1. Slub yarns (स्लब यार्न)2. Flock yarns (कळप धागे)3. Spiral yarns (सर्पिल यार्न)4. Ratine yarn (रॅटिन सूत)5. Boucle yarn (बाउकल यार्न)6. Nub/spot/ knot or knob yarns (नब/ स्पॉट/ नॉट किंवा नॉब यार्न)7. Seed or splash yarn (बियाणे किंवा स्प्लॅश यार्न )8. Chenille yarn (चेनिल धागा )9. Metallic yarns (धातूचे धागे )Yarn Faults, Classification, Remedies
Yarn Faults / Defects: A yarn which is not uniform is said to be irregular or to contain yarn defects or faults. These faults vary in their cross-sectional size and length. Yarn quality is influenced by various types of yarn faults which also affects the quality of fabric produced. During the yarn manufacturing process various types of irregularities are generated in the yarn diameter regularly or at intervals which are known as yarn faults. Yarn faults are represented based on their size, length and their frequency of occurrence.- Unevenness or irregularity
- Imperfections
- Objectionable yarn faults
- Frequently Occurring Faults (Analyzed by Uster Evenness Tester)
- Seldom Occurring Faults (Scanned by Uster Classimat Tester)
- Frequently Occurring Faults
- Thick Places
- Thin Places
- Neps
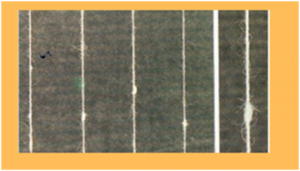 Fig: Neps in yarnThin and thick places are produced due to drafting irregularities and neps are generated due to immature fibers in raw material.
Fig: Neps in yarnThin and thick places are produced due to drafting irregularities and neps are generated due to immature fibers in raw material.- Seldom Occurring Faults:
- Slubs
- Spun in fly
- Long thin places
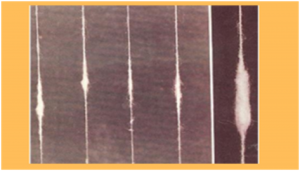 Fig: Slubs in yarnThese are the thick and thin places in yam which occur so rarely that spotting them would require testing at least 100,000 m of yarn. These faults may be classified further into the following types:
Fig: Slubs in yarnThese are the thick and thin places in yam which occur so rarely that spotting them would require testing at least 100,000 m of yarn. These faults may be classified further into the following types:- Short thick places: 1 to 8 cm and above +100%
- Long thick places: Above 8 cm and above +45%
- Long thin places: Above 8 cm and less than -30%
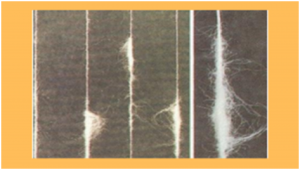 Fig: Spun in flyThese faults are also known as objectionable faults.Why These Yarn Faults to be Avoided?
Fig: Spun in flyThese faults are also known as objectionable faults.Why These Yarn Faults to be Avoided?- Causes breaks during post spinning operations.
- Detract aesthetic appeal of the fabric, if allowed to pass.
- Faults due to raw material
- Faults due to piecing
- Faults due to Spinning machine
- Faults due to raw material:The number of objectionable faults due to raw material varies from 16% to 30% with different yarns.
- Faults due to piecing:The number of objectionable faults due to piecing varies from 9% to 16% of the total objectionable faults.
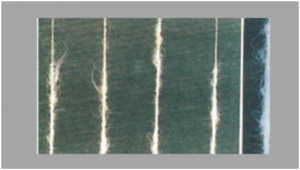 Fig: Bad piecing
Fig: Bad piecing- Faults due to spinning machine:
- Machine surfaces to be maintained clean.
- Broken teeth gear wheel to be avoided and proper meshing to be ensured.
- Setting at ring frameto be maintained.
- Proper functioning of pnemafil/roller clearers to be ensured.
- Removal of foreign matters (such as jute fibers, color cloth bits) to be ensured during preparation of mixing.
- Better fiber individualization at cards to be achieved.
- Correct tension weights and slub catcher settings to be employed at winding.
- Optimum twist to be used for the type of cotton
- The yarn to be conditioned.
- Vibration of bobbins on the spindles to be avoided.
- Use of optimum roller settings.
- Optimum top roller pressure to be maintained.
- Use of travellars of correct size and shape and rings in good condition to be ensured.
- Optimum relative humidityto be maintained in the spinning room.


